




HD20 ଉଚ୍ଚ-ସଠିକତା ଅପ୍ଟିକାଲ୍ ରେଖୀୟ ଏନକୋଡରଗୁଡ଼ିକ
1. ଉତ୍ପାଦ ସଂକ୍ଷିପ୍ତ ବିବରଣୀ
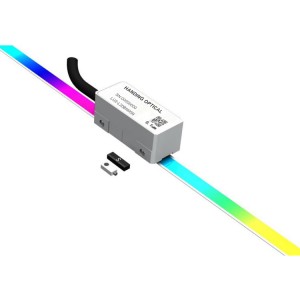
ଷ୍ଟିଲ୍ ବେଲ୍ଟ ଗ୍ରେଟିଂ ହେଉଛି ଏକସଠିକତା ମାପ ଉପକରଣବିଭିନ୍ନ ଶିଳ୍ପରେ ରେଖୀୟ ଏବଂ କୋଣୀୟ ସ୍ଥିତିକରଣ ପ୍ରୟୋଗ ପାଇଁ ଡିଜାଇନ୍ କରାଯାଇଛି। ଏହା ଉଚ୍ଚ ସଠିକତା ଏବଂ ଦୀର୍ଘକାଳୀନ ନିର୍ଭରଯୋଗ୍ୟତା ପାଇଁ ଉନ୍ନତ ଅପ୍ଟିକାଲ୍ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ସହିତ ଦୃଢ଼ ନିର୍ମାଣକୁ ମିଶ୍ରଣ କରିଥାଏ।
2. ପ୍ରମୁଖ ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ
ଉତ୍କୃଷ୍ଟ ପୁନରାବୃତ୍ତି ସହିତ ଉଚ୍ଚ ମାପ ସଠିକତା।
ସ୍ଥାୟୀ ଏବଂ କଠୋର ଶିଳ୍ପ ପରିବେଶ ପ୍ରତି ପ୍ରତିରୋଧୀ।
ସ୍ୱୟଂଚାଳିତ ଏବଂ ନିୟନ୍ତ୍ରଣ ପ୍ରଣାଳୀ ସହିତ ସମନ୍ୱୟକୁ ସମର୍ଥନ କରେ।
ମୂଲ୍ୟ-କାର୍ଯ୍ୟକ୍ଷମତା ପାଇଁ କମ୍-ରକ୍ଷଣାବେକ୍ଷଣ ଡିଜାଇନ୍
3. ଟେକ୍ନିକାଲ୍ ନିର୍ଦ୍ଦିଷ୍ଟକରଣ
ସାମଗ୍ରୀ:ଉଚ୍ଚ-ଶକ୍ତିଶାଳୀ ଷ୍ଟେନଲେସ୍ ଷ୍ଟିଲ୍।
ସଠିକତା ଗ୍ରେଡ୍:±3 µm/ମି କିମ୍ବା ±5 µm/ମି (ମଡେଲ ଉପରେ ନିର୍ଭର କରି)।
ସର୍ବାଧିକ ଲମ୍ବ:50 ମିଟର ପର୍ଯ୍ୟନ୍ତ (ଆବଶ୍ୟକତା ଅନୁସାରେ କଷ୍ଟମାଇଜେବଲ୍)।
ପ୍ରସ୍ଥ:୧୦ ମିମି ରୁ ୨୦ ମିମି (ନିର୍ଦ୍ଦିଷ୍ଟ ମଡେଲଗୁଡ଼ିକ ଭିନ୍ନ ହୋଇପାରେ)।
ସଂକଳନ:ସହ ସୁସଙ୍ଗତଉଚ୍ଚ-ସଠିକତା ଅପ୍ଟିକାଲ୍ ସେନ୍ସରଗୁଡ଼ିକ(ସିଷ୍ଟମ ବିନ୍ୟାସ ଉପରେ ନିର୍ଭର କରି 0.01 µm ପର୍ଯ୍ୟନ୍ତ)।
କାର୍ଯ୍ୟକ୍ଷମ ତାପମାତ୍ରା ପରିସର:-୧୦°C ରୁ ୫୦°C ପର୍ଯ୍ୟନ୍ତ।
ସଂରକ୍ଷଣ ତାପମାତ୍ରା ପରିସର:-୨୦°C ରୁ ୭୦°C ।
ତାପଜ ବିସ୍ତାର ଗୁଣାଙ୍କ:୧୦.୫ × ୧୦⁻⁶ /°ସେ.
ଘଣ୍ଟା ଆବୃତ୍ତି:୨୦ମେଗାହର୍ଟଜ୍
୪. ଡାଇମେନ୍ସନ ଡ୍ରଇଂ
ଇସ୍ପାତ ବେଲ୍ଟ ଗ୍ରେଟିଂର ପରିମାଣ ବୈଷୟିକ ଚିତ୍ରରେ ବିସ୍ତୃତ ଭାବରେ ଦର୍ଶାଯାଇଛି, ଯାହା ନିମ୍ନଲିଖିତ ବିଷୟଗୁଡ଼ିକୁ ନିର୍ଦ୍ଦିଷ୍ଟ କରେ:
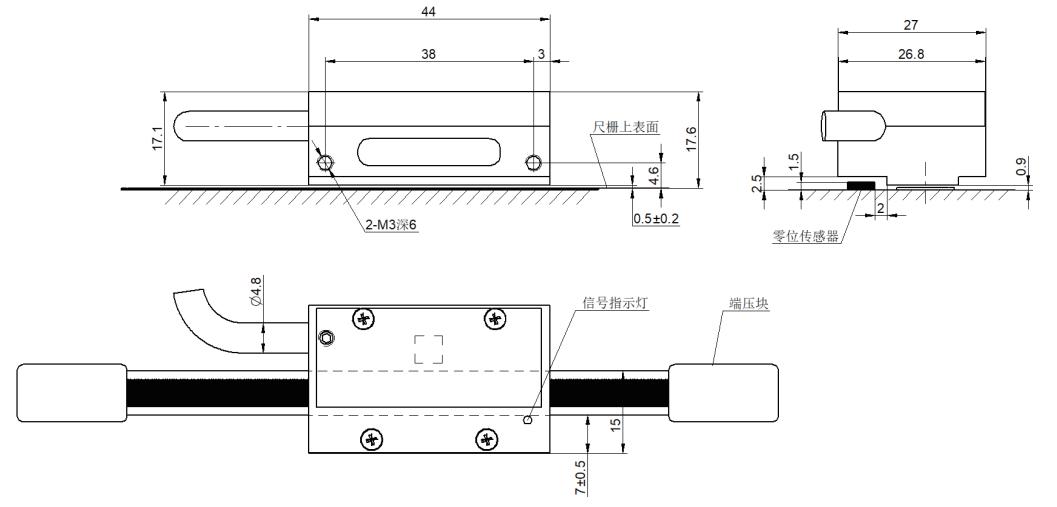
ଗ୍ରେଟିଂ ବଡି:ମଡେଲ ଉପରେ ଆଧାର କରି ଲମ୍ବ ଭିନ୍ନ ହୋଇଥାଏ (୫୦ ମିଟର ପର୍ଯ୍ୟନ୍ତ); ପ୍ରସ୍ଥ ୧୦ ମିମି ଏବଂ ୨୦ ମିମି ମଧ୍ୟରେ।
ମାଉଣ୍ଟିଂ ଗାତ ସ୍ଥିତି:ସୁରକ୍ଷିତ ଏବଂ ସ୍ଥିର ସ୍ଥାପନ ପାଇଁ ସଠିକ୍ ଭାବରେ ସଂଲଗ୍ନ।
ମୋଟେଇ:ମଡେଲ ଉପରେ ନିର୍ଭର କରି ସାଧାରଣତଃ 0.2 ମିମି ରୁ 0.3 ମିମି।
5. D-SUB କନେକ୍ଟର ବିବରଣୀ
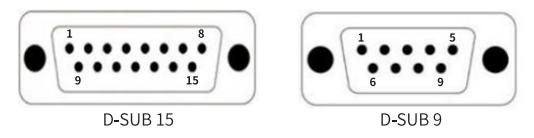
ପିନ୍ ବିନ୍ୟାସ:
ପିନ୍ ୧: ପାୱାର ସପ୍ଲାଏ (+୫V)
ପିନ୍ ୨: ଭୂମି (GND)
ପିନ୍ ୩: ସିଗନାଲ A
ପିନ୍ ୪: ସିଗନାଲ ବି
ପିନ୍ ୫: ଇଣ୍ଡେକ୍ସ ପଲ୍ସ (Z ସିଗନାଲ)
ପିନ୍ 6–9: କଷ୍ଟମ୍ ବିନ୍ୟାସ ପାଇଁ ସଂରକ୍ଷିତ।
ସଂଯୋଜକ ପ୍ରକାର:ସିଷ୍ଟମ ଡିଜାଇନ୍ ଉପରେ ନିର୍ଭର କରି 9-ପିନ୍ D-SUB, ପୁରୁଷ କିମ୍ବା ମହିଳା।
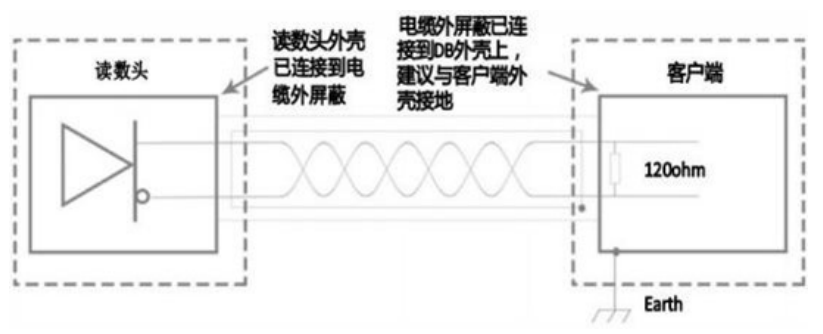
୬. ବୈଦ୍ୟୁତିକ ତାରକାଚିତ୍ର
ବୈଦ୍ୟୁତିକ ତାର ଚିତ୍ର ଷ୍ଟିଲ୍ ବେଲ୍ଟ ଗ୍ରେଟିଂ ଏବଂ ସିଷ୍ଟମ୍ ନିୟନ୍ତ୍ରକ ମଧ୍ୟରେ ସଂଯୋଗକୁ ରୂପରେଖା ଦିଏ:
ବିଦ୍ୟୁତ୍ ଯୋଗାଣ:+5V ଏବଂ GND ଲାଇନଗୁଡ଼ିକୁ ଏକ ନିୟନ୍ତ୍ରିତ ଶକ୍ତି ଉତ୍ସ ସହିତ ସଂଯୋଗ କରନ୍ତୁ।
ସିଗନାଲ ଲାଇନ୍:ସିଗନାଲ A, ସିଗନାଲ B, ଏବଂ ଇଣ୍ଡେକ୍ସ ପଲ୍ସକୁ ନିୟନ୍ତ୍ରଣ ୟୁନିଟରେ ଥିବା ସମ୍ପୃକ୍ତ ଇନପୁଟ ସହିତ ସଂଯୋଗ କରାଯିବା ଉଚିତ।
ସୁରକ୍ଷା:ବିଦ୍ୟୁତ୍-ଚୁମ୍ବକୀୟ ହସ୍ତକ୍ଷେପକୁ ରୋକିବା ପାଇଁ କେବୁଲ ସିଲ୍ଡର ଉପଯୁକ୍ତ ଗ୍ରାଉଣ୍ଡିଂ ନିଶ୍ଚିତ କରନ୍ତୁ।
7. ସଂସ୍ଥାପନ ନିର୍ଦ୍ଦେଶାବଳୀ
*ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ସ୍ଥାପନ ପୃଷ୍ଠଟି ସଫା, ସମତଳ ଏବଂ ଧୂଳିମୁକ୍ତ।
*ସଠିକ ସ୍ଥିତି ପାଇଁ ସୁପାରିଶ କରାଯାଇଥିବା ମାଉଣ୍ଟିଂ ବ୍ରାକେଟ୍ ଏବଂ ଆଲାଇନ୍ମେଣ୍ଟ ଟୁଲ୍ସ ବ୍ୟବହାର କରନ୍ତୁ।
*ଜାଲିକୁ ମାପ ଅକ୍ଷ ସହିତ ସଜାଡ଼ନ୍ତୁ, ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ କୌଣସି ମୋଡ଼ି କିମ୍ବା ବଙ୍କା ନାହିଁ।
*ସ୍ଥାପନ ସମୟରେ ତେଲ କିମ୍ବା ପାଣି ଭଳି ଦୂଷିତ ପଦାର୍ଥର ସଂସ୍ପର୍ଶରେ ଆସିବାକୁ ଏଡାନ୍ତୁ।
8. କାର୍ଯ୍ୟ ନିର୍ଦ୍ଦେଶାବଳୀ
*ବ୍ୟବହାର କରିବା ପୂର୍ବରୁ ସଠିକ୍ ଆଲାଇନ୍ମେଣ୍ଟ ଏବଂ କାଲିବ୍ରେସନ୍ ନିଶ୍ଚିତ କରନ୍ତୁ।
*କାର୍ଯ୍ୟ ସମୟରେ ଗ୍ରେଟିଂରେ ଅତ୍ୟଧିକ ବଳ ପ୍ରୟୋଗ କରିବାରୁ ନିବୃତ୍ତ ରୁହନ୍ତୁ।
*ପାଠପଢିବାରେ କୌଣସି ବିଚ୍ୟୁତି ପାଇଁ ନଜର ରଖନ୍ତୁ ଏବଂ ଆବଶ୍ୟକ ହେଲେ ପୁନଃକାଲିବ୍ରେଟ୍ କରନ୍ତୁ।
9. ରକ୍ଷଣାବେକ୍ଷଣ ଏବଂ ସମସ୍ୟା ନିବାରଣ
ରକ୍ଷଣାବେକ୍ଷଣ:
*ନରମ, ଲିଣ୍ଟ-ମୁକ୍ତ କପଡା ଏବଂ ଆଲକୋହଲ-ଭିତ୍ତିକ କ୍ଲିନର ବ୍ୟବହାର କରି ଗ୍ରେଟିଂ ପୃଷ୍ଠକୁ ସଫା କରନ୍ତୁ।
*ସାମୟିକ ଭାବରେ ଶାରୀରିକ କ୍ଷତି କିମ୍ବା ଭୁଲ ସଂଯୋଜନ ପାଇଁ ଯାଞ୍ଚ କରନ୍ତୁ।
*ଢିଲା ସ୍କ୍ରୁଗୁଡ଼ିକୁ କଡ଼ା କରନ୍ତୁ କିମ୍ବା ପୁରୁଣା ଉପାଦାନଗୁଡ଼ିକୁ ବଦଳାନ୍ତୁ।
ସମସ୍ୟା ନିବାରଣ:
*ଅସଙ୍ଗତ ମାପ ପାଇଁ, ସଂରଚନା ଯାଞ୍ଚ କରନ୍ତୁ ଏବଂ ପୁନଃକାଲିବ୍ରେଟ୍ କରନ୍ତୁ।
*ନିଶ୍ଚିତ କରନ୍ତୁ ଯେ ଅପ୍ଟିକାଲ୍ ସେନ୍ସରଗୁଡ଼ିକ କୌଣସି ବାଧା କିମ୍ବା ପ୍ରଦୂଷଣ ମୁକ୍ତ।
*ଯଦି ସମସ୍ୟା ଲାଗି ରହେ, ତେବେ ବୈଷୟିକ ସହାୟତା ସହିତ ଯୋଗାଯୋଗ କରନ୍ତୁ।
୧୦. ପ୍ରୟୋଗଗୁଡ଼ିକ
ଷ୍ଟିଲ୍ ବେଲ୍ଟ ଗ୍ରେଟିଂ ସାଧାରଣତଃ ନିମ୍ନଲିଖିତ କ୍ଷେତ୍ରରେ ବ୍ୟବହୃତ ହୁଏ:
*CNC ମେସିନିଂ ଏବଂ ସ୍ୱୟଂଚାଳିତକରଣ.
*ରୋବୋଟିକ୍ ପୋଜିସନିଂ ସିଷ୍ଟମ।
*ପ୍ରିସିସନ୍ ମାପ ବିଜ୍ଞାନ ଯନ୍ତ୍ର.
*ଔଦ୍ୟୋଗିକ ଉତ୍ପାଦନ ପ୍ରକ୍ରିୟା।




-

ଫୋନ୍
-

ଇ-ମେଲ୍
-

ହ୍ୱାଟ୍ସଆପ୍
ହ୍ୱାଟ୍ସଆପ୍

-

ୱିଚାଟ୍

-

ଶୀର୍ଷ




